Filament Winding
Filament winding is a fabrication technique mainly used for manufacturing open (cylinders) or closed end structures (pressure vessels or tanks). The process involves winding filaments under tension over a male mandrel. The mandrel rotates while a wind eye on a carriage moves horizontally, laying down Basfiber® in the desired pattern and then coated with synthetic resin as they are wound. Once the mandrel is completely covered to the desired thickness, the resin is cured, often the mandrel is placed in an oven to achieve this, though sometimes radiant heaters are used with the mandrel still turning in the machine. Once the resin has cured, the mandrel is removed, leaving the hollow final product. For some products such as gas bottles the 'mandrel' is a permanent part of the finished product forming a liner to prevent gas leakage or as a barrier to protect the composite from the fluid to be stored.
| Filament Winding Application Process |
|---|
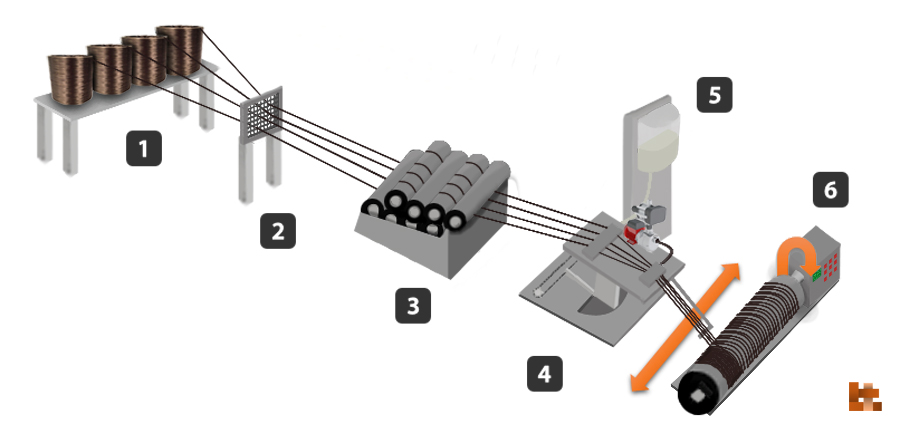 |
| Basalt Fiber Tech Filament Winding Application Process©2015 - Designed by Lucas Sant'Anna |
 Basfiber® Direct Rovings are positioned in a support, another reinforcing materials can be used to achieve the desired final product.
Basfiber® Direct Rovings are positioned in a support, another reinforcing materials can be used to achieve the desired final product.-
 A Fiber Guide separate the filaments to reduce the tension from the roving and aligning the filament to receive the desired tension.
A Fiber Guide separate the filaments to reduce the tension from the roving and aligning the filament to receive the desired tension. -
 Tensioning System will ensure that Basfiber® filament is stretched to its maximum to receive the resin.
Tensioning System will ensure that Basfiber® filament is stretched to its maximum to receive the resin. -
 Carriage and Platform with directional axis along the mandrel length.
Carriage and Platform with directional axis along the mandrel length. -
 Resin Impregnation impregnates the Basfiber® in the platform by a hose into the fiber bundles.
Resin Impregnation impregnates the Basfiber® in the platform by a hose into the fiber bundles. -
 Rotating Mandrel receive the impregnated fiber at certain tension to absorb the resin and mould to the roll format.
Rotating Mandrel receive the impregnated fiber at certain tension to absorb the resin and mould to the roll format.
Filament winding is well suited to automation, and there are many applications, such as pipe and small pressure vessel that are wound and cured without any human intervention. The controlled variables for winding are fiber type, resin content, wind angle, tow or bandwidth and thickness of the fiber bundle. The angle at which the fiber has an effect on the properties of the final product. A high angle "hoop" will provide circumferential or "burst" strength, while lower angle patterns (polar or helical) will provide greater longitudinal tensile strength.
Filament Winding Machines
The simplest winding machines have two axes of motion, the mandrel rotation and the carriage travel (usually horizontal). Two axis machines are best suited to the manufacture of pipes only. For pressure vessels such as LPG or CNG containers (for example) it is normal to have a four axis winding machine. A four-axis machine additionally has a radial (cross-feed) axis perpendicular to carriage travel and a rotating fibre payout head mounted to the cross-feed axis. The payout head rotation can be used to stop the fibre band twisting and thus varying in width during winding.
Machines with more than four axes can be used for advanced applications, six-axis winding machines usually have 3 linear and 3 rotation axes. Machines with more than 2 axes of motion have computer/CNC control, however these days new 2-axis machines mostly have numeric control. Computer controlled filament winding machines require the use of software to generate the winding patterns and machine paths, such software can normally be provided by filament winding machine manufacturers or by using independent products
Basfiber® Laminating
Filament winding can also be described as the manufacture of parts with high fiber volume fractions and controlled fiber orientation. Fiber tows are immersed in a resin bath where they are coated with low or medium molecular weight reactants. The impregnated tows are then literally wound around a mandrel (mold core) in a controlled pattern to form the shape of the part. After winding, the resin is then cured, typically using heat. The mold core may be removed or may be left as an integral component of the par.This process is primarily used for hollow, generally circular or oval sectioned components, such as pipes and tanks. Pressure vessels, pipes and drive shafts have all been manufactured using filament winding. It has been combined with other fiber application methods such as hand lay-up and pultrusion. Compaction is through fiber tension and resin content is primarily metered. The fibers may be impregnated with resin before winding (wet winding), pre-impregnated (dry winding) or post-impregnated. Wet winding has the advantages of using the lowest cost materials with long storage life and low viscosity. The pre-impregnated systems produce parts with more consistent resin content and can often be wound faster.
Applications
- Golf clubs;
- Pipes;
- Oars;
- Bicycle forks;
- Bicycle rims;
- Power and transmission poles;
- Pressure vessels;
- Missile casings;
- Aircraft fuselages;
- Lamp posts;
- Yacht masts;
- Etc;
Materials Options:
- Resins: Generally epoxy only.
- Fibres: Any.
- Cores: Most, although PVC foam needs special procedures due to the elevated temperatures involved in the process.
Contact Us